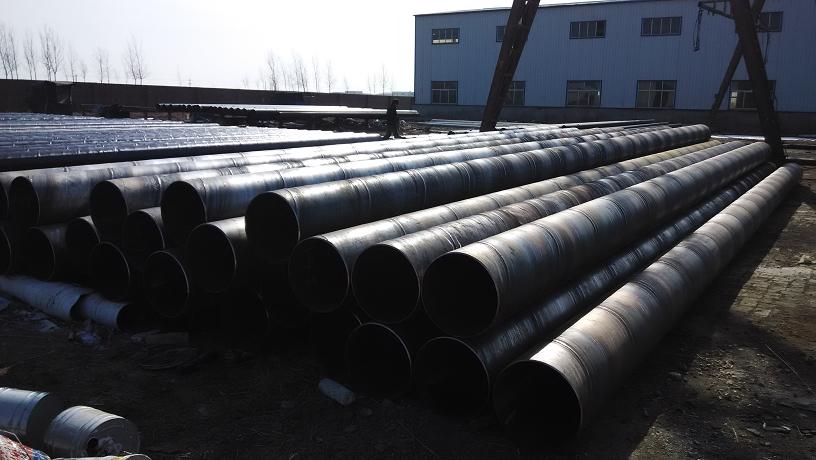
螺旋鋼管因其優(yōu)異的力學(xué)性能和相對經(jīng)濟(jì)的制造成本,在油氣輸送、結(jié)構(gòu)支撐、水利工程等領(lǐng)域廣泛應(yīng)用。其中,920mm外徑、10mm壁厚(簡稱920x10)的螺旋鋼管是一種常見規(guī)格。為確保焊接質(zhì)量,滿足工程對接的強(qiáng)度和氣密性要求,坡口處理是關(guān)鍵的前置工序。本指南旨在提供920x10螺旋鋼管坡口處理的標(biāo)準(zhǔn)化操作流程與注意事項(xiàng)。
一、坡口形式選擇
對于920x10螺旋鋼管,通常采用單V形坡口或X形坡口。
- 單V形坡口:適用于單面焊雙面成型工藝或管道外部焊接條件受限的情況。坡口角度通常為60°±5°,鈍邊高度為1.5-2.5mm,間隙為2-3mm。此形式加工相對簡單,但焊接填充量較大,易產(chǎn)生角變形。
- X形坡口:適用于雙面焊接,能有效減少焊接填充量和整體熱輸入,從而控制焊接變形。坡口角度通常為每側(cè)60°±5°,鈍邊高度為2-3mm,間隙為2-3mm。對于10mm壁厚的管道,X形坡口是更優(yōu)選擇,有利于保證焊接質(zhì)量和效率。
二、坡口加工方法
- 機(jī)械加工(推薦):
- 設(shè)備:使用管道坡口機(jī)或數(shù)控火焰/等離子切割機(jī)。對于920mm口徑,軌道式管道坡口機(jī)是高效、精確的選擇。
- 操作:將鋼管穩(wěn)定固定,調(diào)整坡口機(jī)角度、鈍邊和間隙參數(shù),沿管端周向一次成型。機(jī)械加工能獲得光滑、尺寸精確、無熔渣的坡口面,對母材熱影響小。
- 火焰切割:
- 適用于現(xiàn)場無坡口機(jī)的情況。需使用半自動(dòng)切割小車或熟練手工操作,切割后必須用角磨機(jī)徹底清除坡口表面的氧化層、熔渣和淬硬層,直至露出金屬光澤。
- 注意:嚴(yán)格控制熱輸入,避免坡口邊緣產(chǎn)生微裂紋或過硬組織。
- 打磨處理:無論采用何種方法加工,坡口及其內(nèi)外兩側(cè)至少20mm范圍內(nèi)的鐵銹、油污、油漆等雜質(zhì)必須用角磨機(jī)配合鋼絲輪、砂輪片徹底清理干凈,確保焊接區(qū)域潔凈。
三、質(zhì)量控制與檢驗(yàn)
- 尺寸檢驗(yàn):使用坡口量規(guī)或角度尺檢查坡口角度、鈍邊高度和間隙是否符合工藝要求。
- 表面質(zhì)量:目視及觸摸檢查坡口表面,應(yīng)光滑平整,無裂紋、分層、毛刺、熔渣和氧化皮。
- 無損檢測(必要時(shí)):對于重要管線,可采用磁粉檢測(MT)或滲透檢測(PT)對坡口區(qū)域進(jìn)行檢測,排除表面缺陷。
四、安全與注意事項(xiàng)
- 操作人員必須佩戴防護(hù)眼鏡、手套、耳塞及工作服。
- 機(jī)械加工時(shí)確保設(shè)備穩(wěn)固,管道夾持牢靠,防止?jié)L動(dòng)或滑動(dòng)。
- 火焰切割時(shí)注意防火、防爆,現(xiàn)場配備滅火器材。
- 加工后的坡口如不能立即焊接,應(yīng)涂覆可焊性防銹涂料進(jìn)行臨時(shí)保護(hù),防止再次生銹。
- 對于螺旋焊縫的管端,坡口加工線應(yīng)盡量避開螺旋焊縫的起弧或收弧點(diǎn),必要時(shí)可做適當(dāng)修磨過渡。
規(guī)范、精心的坡口處理是保障920x10螺旋鋼管焊接接頭質(zhì)量的第一道也是至關(guān)重要的一道防線。在實(shí)際操作中,應(yīng)嚴(yán)格遵循設(shè)計(jì)圖紙和焊接工藝規(guī)程(WPS)的具體要求,確保后續(xù)焊接工序的順利進(jìn)行和最終管線的安全可靠運(yùn)行。